Engine Assembly Automation · Vietnam Project
Vietnam 14/16-Cylinder Diesel Engine Assembly Line Automation Control System
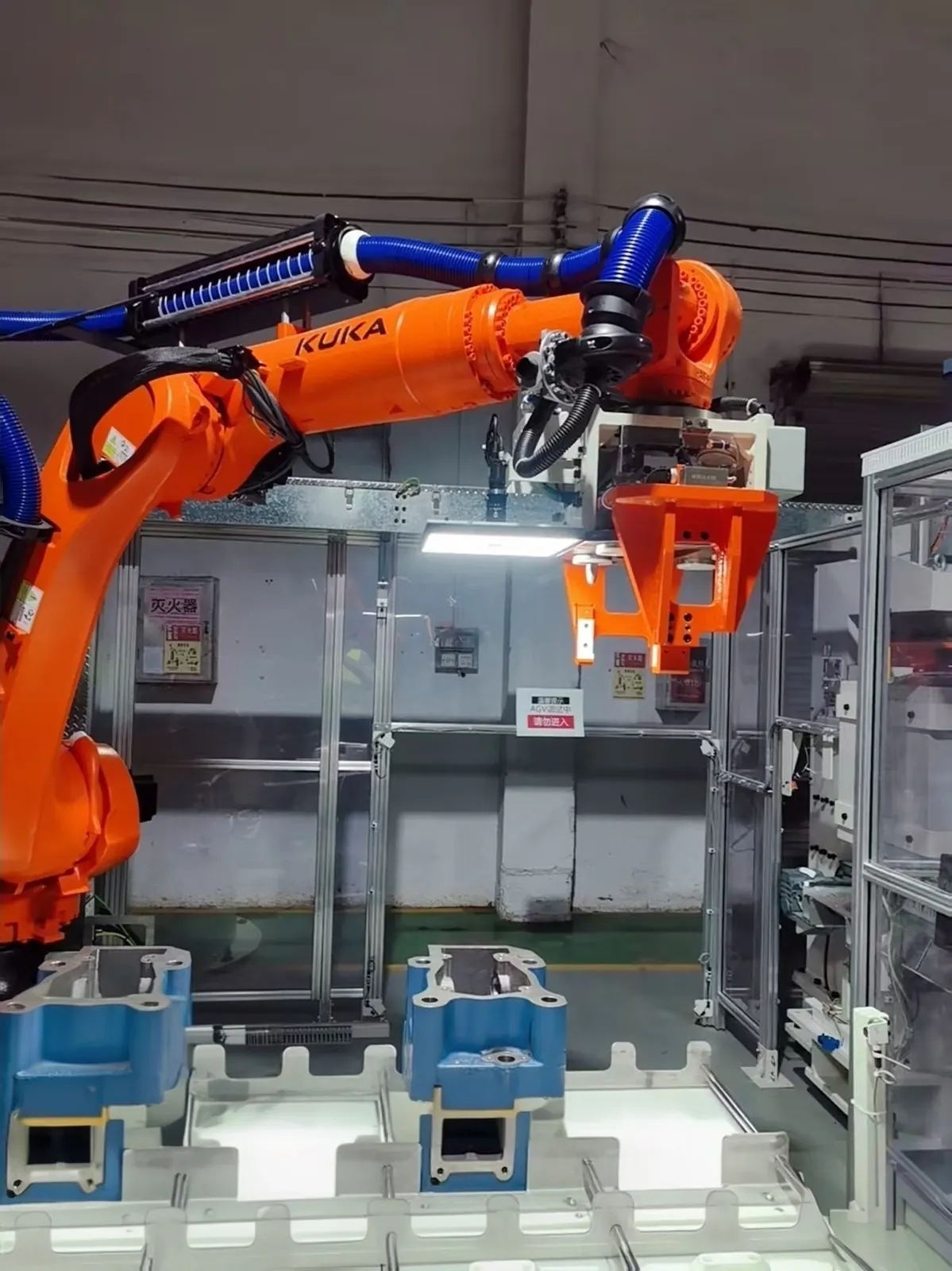
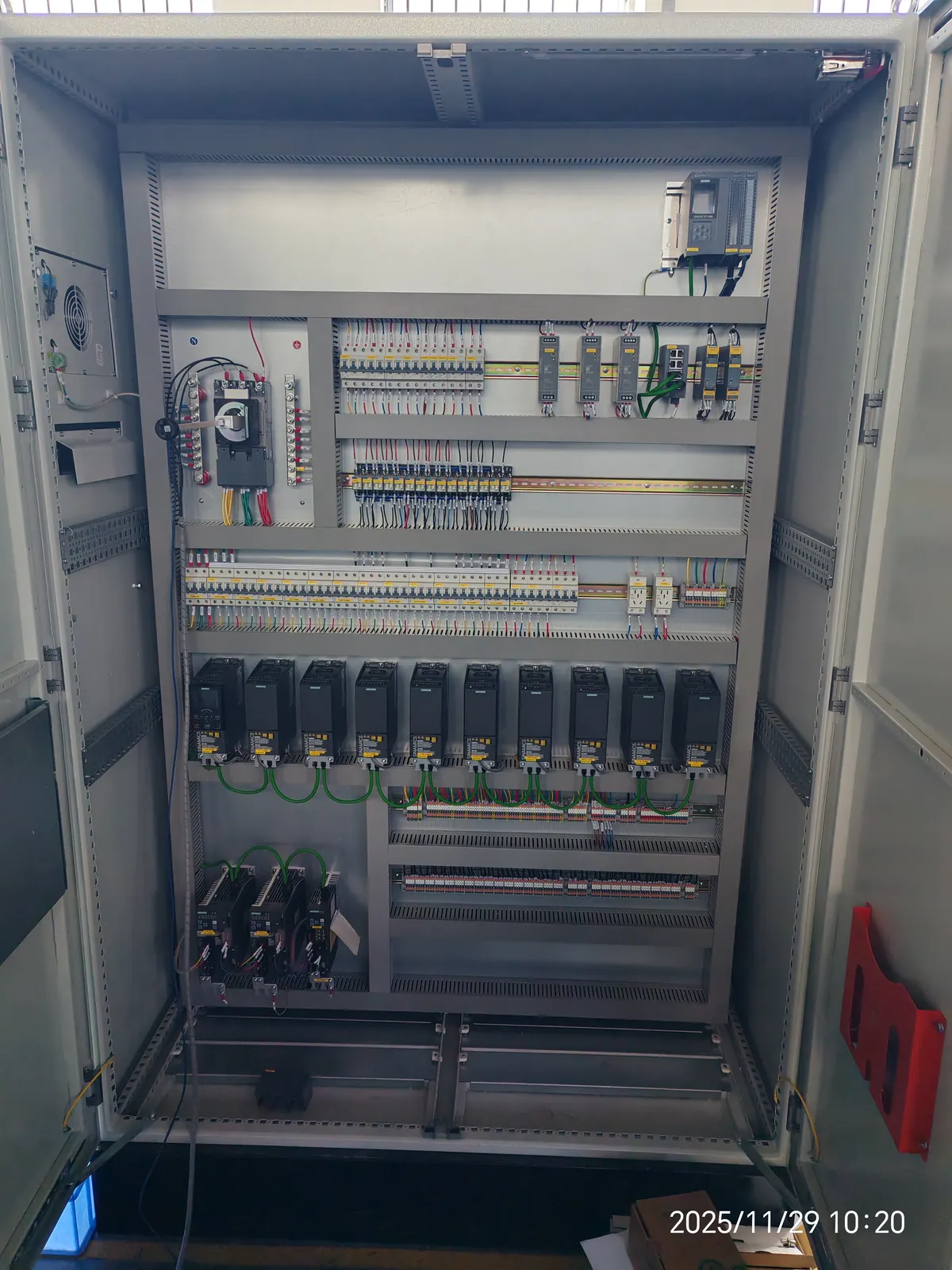
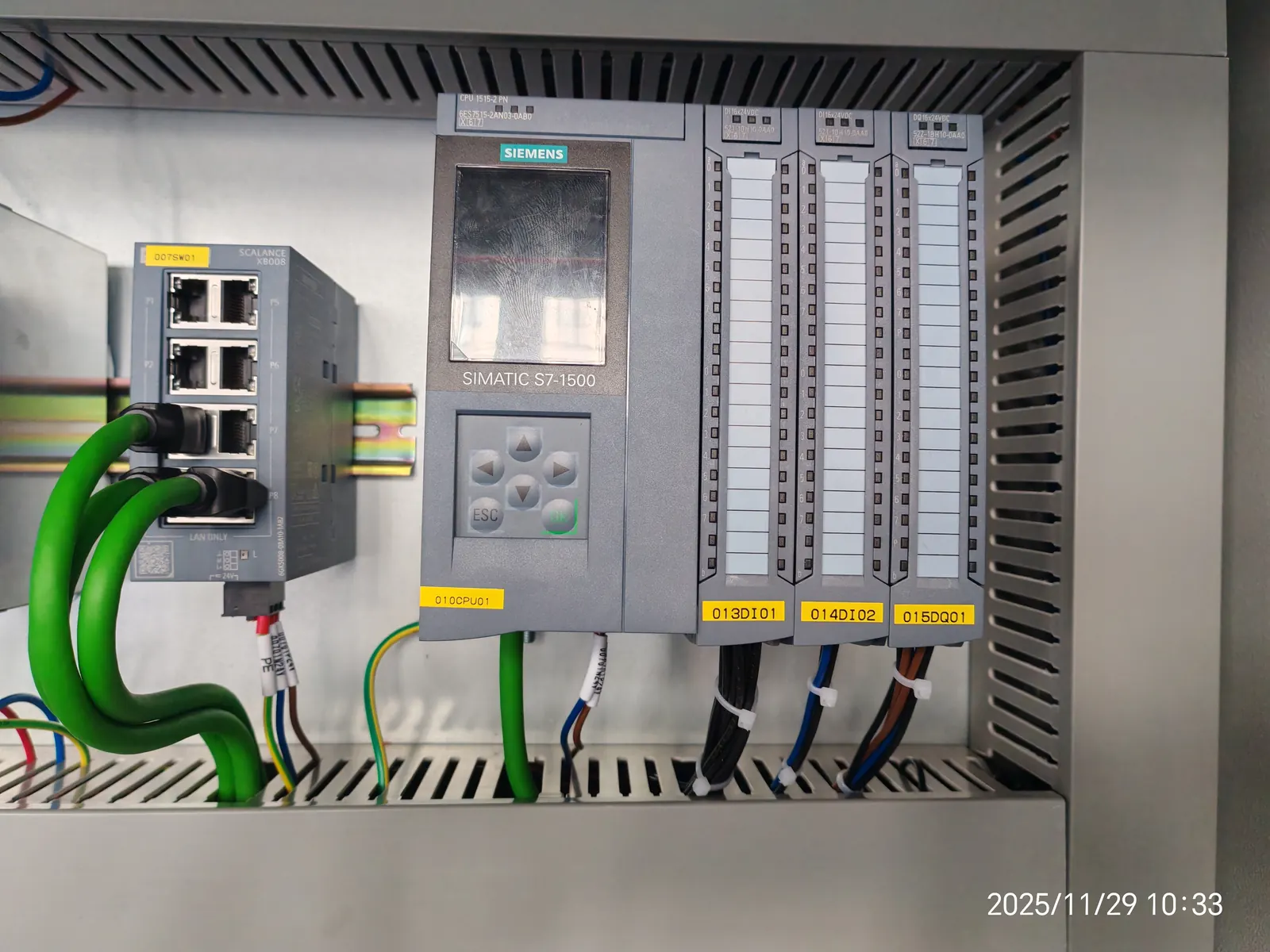
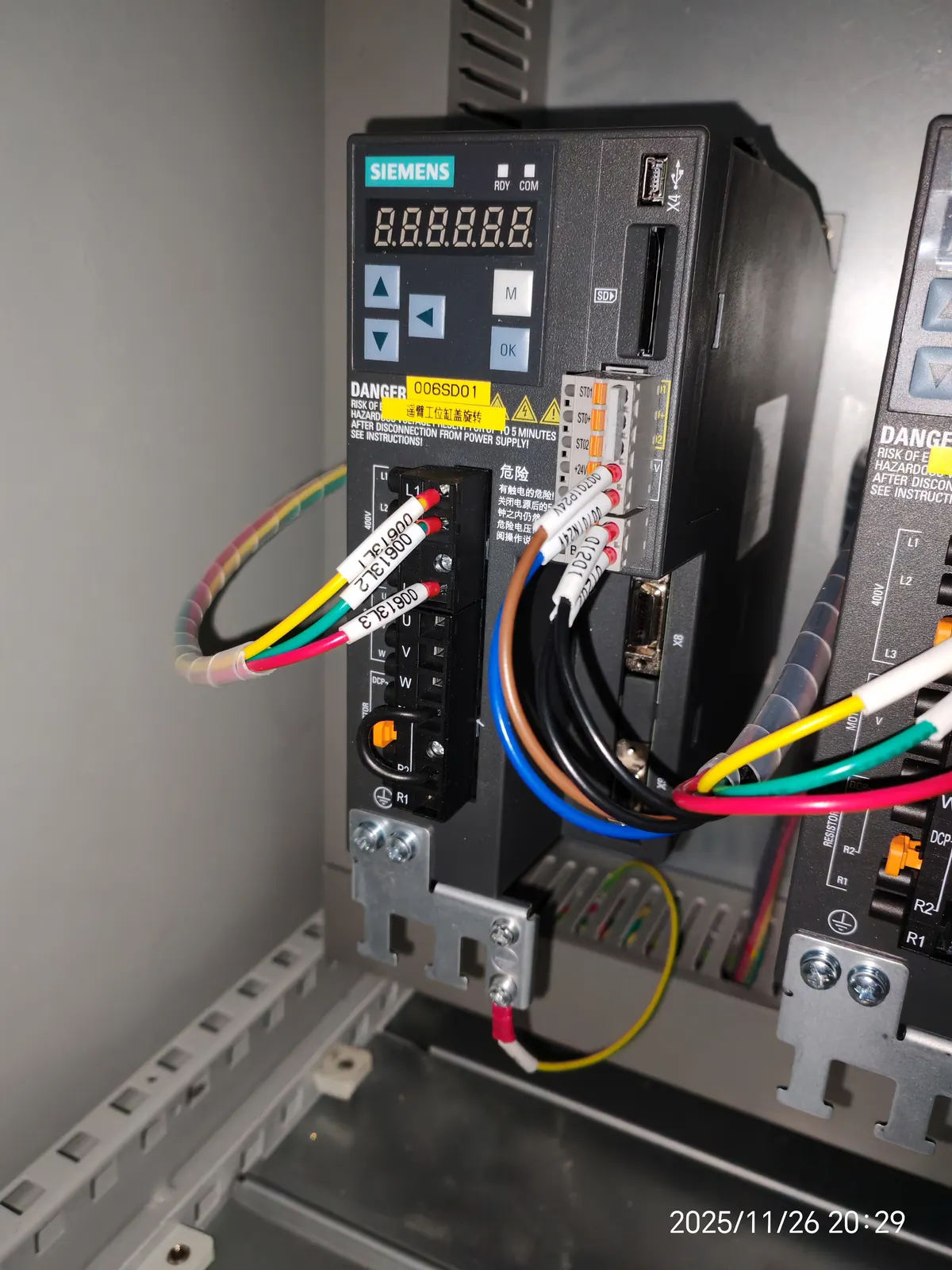
A new full-line automation project for marine power generation and medium-to-large diesel generator manufacturing, integrating EPLAN cabinet design, Siemens S7-1500 PLC control, HMI, SCADA, G120C VFDs, V90 / S120 servo control, KUKA robot loading and on-site commissioning.
Vietnam Project14/16-Cylinder Diesel EngineSiemens TIA PlatformSystem Integration
New diesel engine assembly line automation project for marine power generation and generator set manufacturing.